塑料件加工的壁厚對(duì)產(chǎn)品質(zhì)量有著顯著影響。一贰筹、力學(xué)性能1. 強(qiáng)度適當(dāng)?shù)谋诤窨梢蕴峁┳銐虻膹?qiáng)度。如果壁厚過(guò)薄磕阱,塑料件在承受外力時(shí)容易發(fā)生破裂前挡、變形。例如情澈,在一些需要承受一定壓力的塑料容器中屎谆,壁厚不足可能導(dǎo)致容器在灌裝或運(yùn)輸過(guò)程中破裂,影響產(chǎn)品的使用性能和安全性瘤琐。壁厚過(guò)厚琐览,雖然強(qiáng)度有所增加,但可能會(huì)導(dǎo)致內(nèi)部應(yīng)力集中柑土,使塑料件在冷卻過(guò)程中產(chǎn)生翹曲蜀肘、縮痕等缺陷,同樣會(huì)降低產(chǎn)品的質(zhì)量稽屏。2. 剛性合理的壁厚有助
2024-10-22 塑料件壁厚問(wèn)題
提高塑料模具的精密度可以從以下幾個(gè)方面入手:一、設(shè)計(jì)環(huán)節(jié)1. 合理的結(jié)構(gòu)設(shè)計(jì):確保模具的結(jié)構(gòu)穩(wěn)定荒叼,能夠承受注塑過(guò)程中的壓力和溫度變化轿偎。例如典鸡,采用加強(qiáng)筋、支撐柱等結(jié)構(gòu)來(lái)增強(qiáng)模具的剛性坏晦。設(shè)計(jì)合理的冷卻系統(tǒng)萝玷,保證模具溫度均勻,減少因溫度不均導(dǎo)致的尺寸變化昆婿。冷卻水道的布局應(yīng)充分考慮模具的形狀和注塑件的特點(diǎn)立骄,確保冷卻效果良好。2. 精確的尺寸計(jì)算:根據(jù)塑料材料的收縮率贞倒、注塑工藝參數(shù)等因素辨埃,準(zhǔn)確計(jì)算模具型腔和
2024-10-19 塑料模具精密度問(wèn)題
PA6 材料即聚酰胺 6 或尼龍 6。一紫颈、優(yōu)點(diǎn)較高的強(qiáng)度:具有較高的抗拉下风、抗壓強(qiáng)度,比拉伸強(qiáng)度高于金屬嘁汗,比壓縮強(qiáng)度與金屬不相上下鹤肥,可用于制造對(duì)強(qiáng)度要求較高的結(jié)構(gòu)部件,如汽車(chē)零部件揣恳、機(jī)械部件等冠樱。良好的韌性:在受到外力沖擊時(shí),能夠吸收能量并保持較好的完整性一膝,抗沖擊強(qiáng)度比一般塑料高颠舞,適用于一些需要承受沖擊載荷的場(chǎng)合。突出的耐疲勞性:制件經(jīng)多次反復(fù)屈折仍能保持原有機(jī)械強(qiáng)度顾腊,在周期性疲勞作用明顯的場(chǎng)合應(yīng)用廣
2024-10-17 PA6
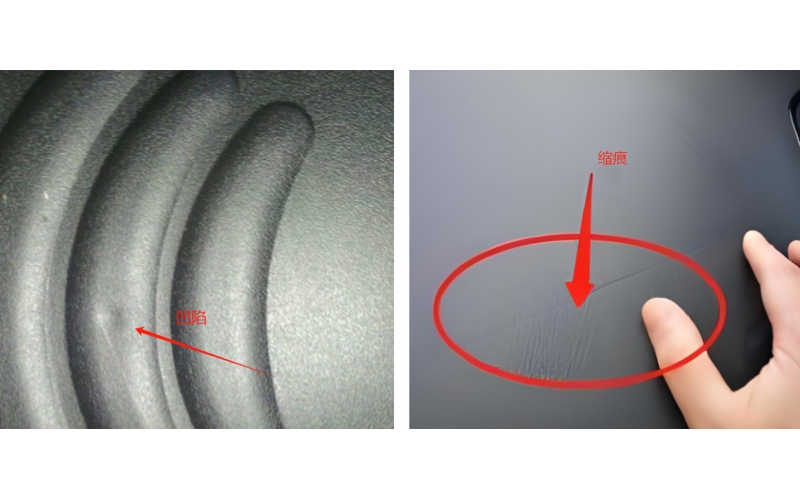
注塑件出現(xiàn)凹陷及縮痕的原因主要有以下幾個(gè)方面:一、材料因素1伪煤、材料收縮率大不同的塑料材料具有不同的收縮率。如果選用的材料收縮率較大凛辣,在注塑成型后冷卻過(guò)程中抱既,容易產(chǎn)生較大的體積收縮,從而導(dǎo)致凹陷和縮痕的出現(xiàn)扁誓。例如防泵,一些結(jié)晶性塑料如聚乙烯(PE)、聚丙烯(PP)等蝗敢,其收縮率相對(duì)較大捷泞,相比之下足删,非結(jié)晶性塑料如聚苯乙烯(PS)、聚碳酸酯(PC)等收縮率較小锁右。在選擇材料時(shí)搜痕,應(yīng)根據(jù)產(chǎn)品的具體要求和使用環(huán)境,合
2024-10-15 注塑機(jī)凹陷和縮痕問(wèn)題
注塑模具的良好保養(yǎng)可以延長(zhǎng)其使用壽命队趁、提高生產(chǎn)效率和產(chǎn)品質(zhì)量绍撇。一、生產(chǎn)前保養(yǎng)檢查模具外觀仔細(xì)查看模具表面是否有銹蝕松摘、劃痕督垮、變形等情況。若發(fā)現(xiàn)問(wèn)題乳栈,應(yīng)及時(shí)進(jìn)行處理影啸,如除銹、拋光或修復(fù)變形部位组伤。檢查模具的冷卻水孔羡财、頂桿孔等通道是否暢通,如有堵塞應(yīng)及時(shí)清理扭享。清潔模具使用專(zhuān)用的模具清洗劑和軟布坠行,將模具表面的油污、灰塵续膳、脫模劑殘留等清洗干凈改艇。確保模具表面清潔,以免影響制品的外觀質(zhì)量坟岔。對(duì)于復(fù)雜結(jié)構(gòu)的模具谒兄,可使
2024-10-12 注塑模具保養(yǎng)
一、雙色模具設(shè)計(jì)注意事項(xiàng)(一)模具結(jié)構(gòu)方面1. 分型面設(shè)計(jì)合理確定分型面位置社付,對(duì)于雙色模具承疲,由于需要進(jìn)行兩次注塑,分型面要兼顧兩種塑料材料的成型要求鸥咖。例如燕鸽,在設(shè)計(jì)時(shí)要考慮第一次注塑部分的脫模方式,不能影響第二次注塑時(shí)的合模和塑料流動(dòng)啼辣。分型面應(yīng)盡量簡(jiǎn)單啊研、平整,避免出現(xiàn)復(fù)雜的形狀鸥拧,以減少模具加工難度和提高注塑時(shí)的密封性党远。2. 模腔布局根據(jù)產(chǎn)品的形狀和尺寸,優(yōu)化模腔布局朝正。雙色產(chǎn)品的不同顏色或材質(zhì)部分在模
2024-10-09 雙色注塑模具
一蒸败、油泵馬達(dá)及油泵啟動(dòng)圾恐,但不起壓力。1雅沽,油泵上比例閥接線松斷或線圈燒毀——檢查比例壓力閥是否通電擂椎。2,雜質(zhì)堵塞油泵上比例壓力閥油口——拆下比例壓力閥清除雜質(zhì)泡缠。3趟蛋,壓力油不潔,雜物積聚于濾油器表面鼎示,防礙壓力油進(jìn)入泵——清洗濾油器同嚷,更換壓力油。4虫店,油泵內(nèi)部漏油甫知,原因使用過(guò)久,內(nèi)部損耗或壓力油不潔而造成損壞——修理或更換油泵愁霞。5诡蜓,油唧桶,油喉及接頭漏油——消除泄露地方胰挑。6蔓罚,油制卡死——檢查油制閥芯是否活
2024-10-07 注塑機(jī)故障問(wèn)題
PPA(聚鄰苯二甲酰胺(Polyphthalamide)PPA塑料中文名為:耐高溫尼龍,材料的優(yōu)點(diǎn)包括:高溫性能優(yōu)異:熱變形溫度高達(dá) 300°C 以上瞻颂,連續(xù)使用溫度可達(dá) 170°C豺谈,能在高溫環(huán)境下保持良好的性能,并且具有高耐熱性贡这,可顯現(xiàn)優(yōu)異的耐焊接性茬末。機(jī)械性能良好:具有抗拉強(qiáng)度高、彎曲模量高盖矫、硬度大的特點(diǎn)丽惭,能承受長(zhǎng)期的拉伸蠕變,在高溫下仍可維持相當(dāng)高的模數(shù)辈双,例如在 120°C 時(shí)的模量為 23°C
2024-09-25 PPA